

Air audit can save up to 50% operating cost of a typical industrial plant
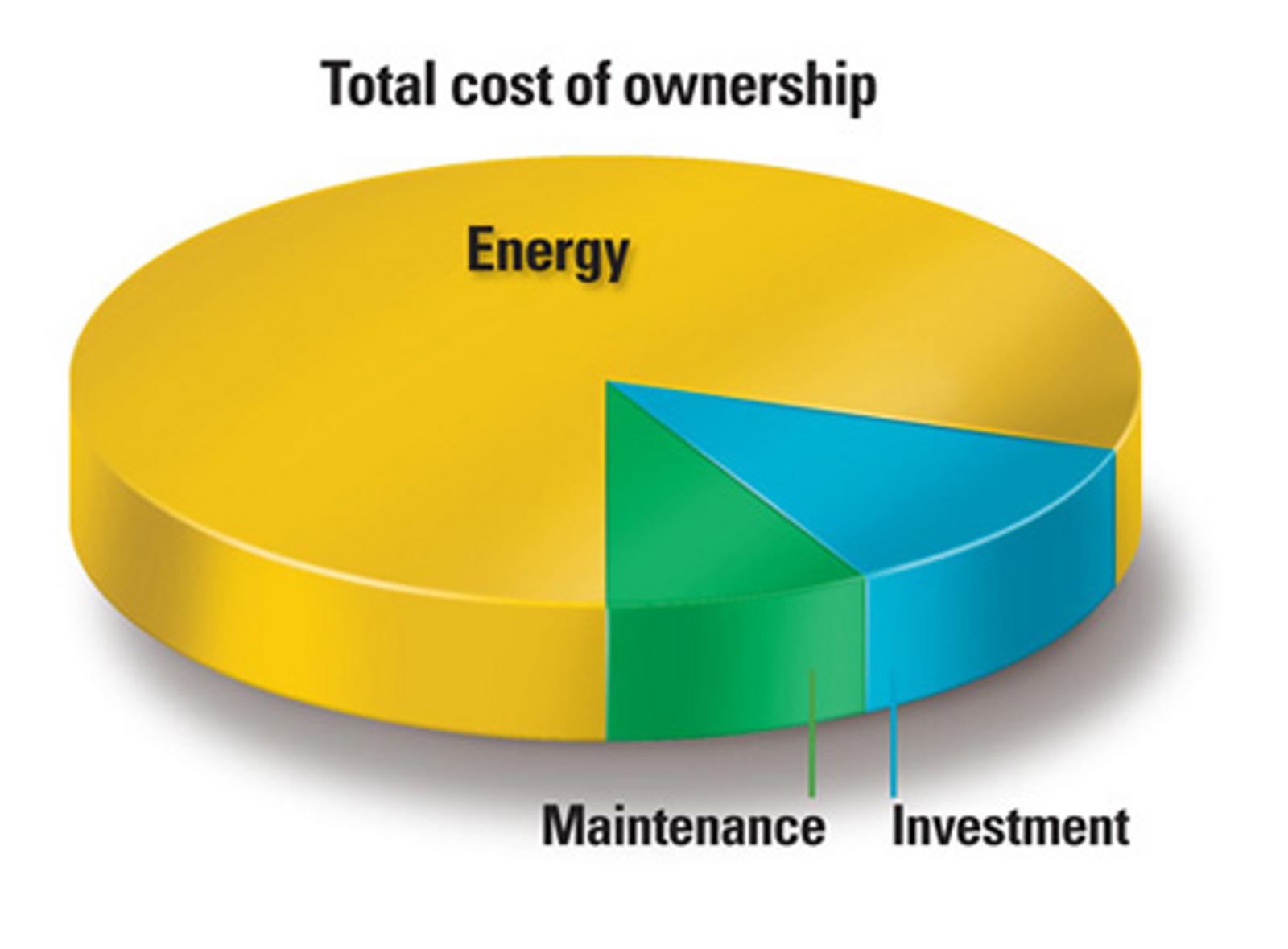
Do you know the capital investment on an air compressor system accounts only for around 8% to 10% of the Life Cycle Cost (LCC)?
First step toward optimizing your air compressors

This is the start on any optimization process.
After the air audit the major potential areas for optimization will normally be:
1. Usage of right compression technology
Depending on the quantity of compressed air demand, different compressed air generation technologies can be compared and analyze the potential savings with these alternatives.
Each technology has an ideal working flow range and the specific energy consumption can be lower or higher by 5-20% between technologies depending on flow and working pressure.
Case: After air audit, a manufacturing plant has 2531 cfm air demand and is using oil injected
Depending on the quantity of compressed air demand, different compressed air generation technologies can be compared and analyze the potential savings with these alternatives.
Each technology has an ideal working flow range and the specific energy consumption can be lower or higher by 5-20% between technologies depending on flow and working pressure.
Case: After air audit, a manufacturing plant has 2531 cfm air demand and is using oil injected
Depending on the quantity of compressed air demand, different compressed air generation technologies can be compared and analyze the potential savings with these alternatives.
Each technology has an ideal working flow range and the specific energy consumption can be lower or higher by 5-20% between technologies depending on flow and working pressure.
Case: After air audit, a manufacturing plant has 2531 cfm air demand and is using oil injected
Depending on the quantity of compressed air demand, different compressed air generation technologies can be compared and analyze the potential savings with these alternatives.
Each technology has an ideal working flow range and the specific energy consumption can be lower or higher by 5-20% between technologies depending on flow and working pressure.
Case: After air audit, a manufacturing plant has 2531 cfm air demand and is using oil injected screw compressor for their compressed air generation.
For the high air demand of 2531 cfm, if the compression technology is switched from oil injected screw to
Depending on the quantity of compressed air demand, different compressed air generation technologies can be compared and analyze the potential savings with these alternatives.
Each technology has an ideal working flow range and the specific energy consumption can be lower or higher by 5-20% between technologies depending on flow and working pressure.
Case: After air audit, a manufacturing plant has 2531 cfm air demand and is using oil injected
Depending on the quantity of compressed air demand, different compressed air generation technologies can be compared and analyze the potential savings with these alternatives.
Each technology has an ideal working flow range and the specific energy consumption can be lower or higher by 5-20% between technologies depending on flow and working pressure.
Case: After air audit, a manufacturing plant has 2531 cfm air demand and is using oil injected
Depending on the quantity of compressed air demand, different compressed air generation technologies can be compared and analyze the potential savings with these alternatives.
Each technology has an ideal working flow range and the specific energy consumption can be lower or higher by 5-20% between technologies depending on flow and working pressure.
Case: After air audit, a manufacturing plant has 2531 cfm air demand and is using oil injected screw compressor for their compressed air generation.
For the high air demand of 2531 cfm, if the compression technology is switched from oil injected screw to
Depending on the quantity of compressed air demand, different compressed air generation technologies can be compared and analyze the potential savings with these alternatives.
Each technology has an ideal working flow range and the specific energy consumption can be lower or higher by 5-20% between technologies depending on flow and working pressure.
Case: After air audit, a manufacturing plant has 2531 cfm air demand and is using oil injected screw compressor for their compressed air generation.
For the high air demand of 2531 cfm, if the compression technology is switched from oil injected screw to
Depending on the quantity of compressed air demand, different compressed air generation technologies can be compared and analyze the potential savings with these alternatives.
Each technology has an ideal working flow range and the specific energy consumption can be lower or higher by 5-20% between technologies depending on flow and working pressure.
Case: After air audit, a manufacturing plant has 2531 cfm air demand and is using oil injected
Depending on the quantity of compressed air demand, different compressed air generation technologies can be compared and analyze the potential savings with these alternatives.
Each technology has an ideal working flow range and the specific energy consumption can be lower or higher by 5-20% between technologies depending on flow and working pressure.
Case: After air audit, a manufacturing plant has 2531 cfm air demand and is using oil injected screw compressor for their compressed air generation.
For the high air demand of 2531 cfm, if the compression technology is switched from oil injected screw to
Depending on the quantity of compressed air demand, different compressed air generation technologies can be compared and analyze the potential savings with these alternatives.
Each technology has an ideal working flow range and the specific energy consumption can be lower or higher by 5-20% between technologies depending on flow and working pressure.
Case: After air audit, a manufacturing plant has 2531 cfm air demand and is using oil injected screw compressor for their compressed air generation.
For the high air demand of 2531 cfm, if the compression technology is switched from oil injected screw to centrifugal compressor for compressed air generation the potential cost of energy saving is AED 164,540 as indicated below.
| Compressor room with existing installation | Potential saving with alternate technology | |
| Total plant consumption (cfm) | 2531 | 2531 |
| Working pressure (barg) | 7.30 | 7.30 |
| Power consumption (kW) | 418.10 | 371.23 |
| Technology | Oil injected screw compressor | Centrifugal compressor |
| Energy saving (kW) | 46.87 kW | |
| Energy saving* | AED 164,540 (11.2%) |
During an air audit a current logger and power logger installed in the compressor will give all data related to power consumption.
2. Understanding the utilization factor and demand pattern

Once the demand pattern is available the potential saving can be simulated with usage of
Once the demand pattern is available the potential saving can be simulated with usage of
Once the demand pattern is available the potential saving can be simulated with usage of
Once the demand pattern is available the potential saving can be simulated with usage of variable speed driven compressors.
The potential saving on cost of energy can be anywhere between 20-40% depending on the fluctuations. Variable speed driven compressor follow the demand pattern closely varying the motor speed of the compressor and eliminating unload running losses which results in substantial savings.

3. Detection of air leaks and pressure drop in compressed air piping system
A well-planned air audit typically puts high focus on the air distribution network besides the generation side. A poorly designed air distribution system takes away all advantage of a well-designed compressor plant.
Most of the compressed air plants are designed considering a 10% margin kept for air leakages. This is done to ensure that compressed air plant is not undersized as every air compressor system has some degree of leaks which build overtime.
Leaks often become a huge burden on the compressor system operating costs and one of the key activities during an air audit is to do the
A well-planned air audit typically puts high focus on the air distribution network besides the generation side. A poorly designed air distribution system takes away all advantage of a well-designed compressor plant.
Most of the compressed air plants are designed considering a 10% margin kept for air leakages. This is done to ensure that compressed air plant is not undersized as every air compressor system has some degree of leaks which build overtime.
Leaks often become a huge burden on the compressor system operating costs and one of the key activities during an air audit is to do the
A well-planned air audit typically puts high focus on the air distribution network besides the generation side. A poorly designed air distribution system takes away all advantage of a well-designed compressor plant.
Most of the compressed air plants are designed considering a 10% margin kept for air leakages. This is done to ensure that compressed air plant is not undersized as every air compressor system has some degree of leaks which build overtime.
Leaks often become a huge burden on the compressor system operating costs and one of the key activities during an air audit is to do the
A well-planned air audit typically puts high focus on the air distribution network besides the generation side. A poorly designed air distribution system takes away all advantage of a well-designed compressor plant.
Most of the compressed air plants are designed considering a 10% margin kept for air leakages. This is done to ensure that compressed air plant is not undersized as every air compressor system has some degree of leaks which build overtime.
Leaks often become a huge burden on the compressor system operating costs and one of the key activities during an air audit is to do the air leak detection and ensure the leaks are eliminated.
Did you know how much you pay for the air leaks?
| Hole diameter (mm) | Air leakage at 7bar(g) | Power to air leaks *1 (kW) | Cost of leak *2 (AED / year) | ||
|---|---|---|---|---|---|
| Liter / s | cfm | 168 hrs / week (non-stop operation) | 72 hrs / week | ||
| 0.50 | 0.20 | 0.42 | 0.06 | 220 AED | 94 AED |
| 1.5 | 1.8 | 3.8 | 0.54 | 1,981 AED | 849 AED |
| 3.0 | 7.1 | 15 | 2.1 | 7,705 AED | 3,302 AED |
| 6.0 | 28 | 59 | 8.4 | 30,820 AED |
13,208 AED |
This can potentially bring savings on operating costs anywhere between 10-20% depending on the age of the plant and materials used in the compressed air distribution system
Also, another major aspect of an air audit is to measure pressure drop across the distribution system. Typically, a well-designed air distribution system operates with minimal pressure drop however more often over the years, the distribution system remains the same while the plant air demand grows with growing production and expansions. Eliminating pressure drops by adding additional lines can save the user substantially on energy. One bar of pressure drop can cost up to 7% extra energy and an audit will highlight this aspect which often gets unnoticed during normal plant operations.
4. Air quality
Having the right compressed air quality is critical for any manufacturing plant. The quality of air depends on the process and applications of an industry type. Compressed air quality check is a major aspect of a well-planned air audit.
Depending on the process requirements the air audit team will carry out measurements on dew point and performance of the filtration system recommending adequate actions that can not only help achieve the expected air quality but also help in reducing the impact of poor air quality that makes on the process as well as energy consumption of the plant by reducing pressure drops across the dryer and filters.
High quality compressed air reduces the need for maintenance, increases operating reliability of the pneumatic system, control system and instrumentation while limiting wear of the air-powered machines.
Air audit is a very critical activity in design of optimum sized compressed air system and can bring tangible and intangible benefits for a customer. Audit can bring potential energy saving from 20-50% in a typical industrial installation. An air audit is recommended at least once every year.
In Atlas Copco Middle East, we have dedicated resources to conduct air audits, contact us today to book an appointment with our industry leading air audit consultants to understand how we can help in reducing your operating costs substantially.