

March 20, 2024
Instant compressed air when you need it most
Estimated reading time: 5 minutes
Although much of the world stood still at the height of the coronavirus pandemic, some companies were working overtime to meet a soaring demand for ventilators, personal protective equipment, hand sanitizer and other products aimed to contain the crisis. Their tireless efforts saved untold lives and they deserve everybody’s gratitude.
But it wasn’t just the staff of these companies that stepped up. The production facilities themselves also had to meet the surge in demand. Machines that usually worked one shift per day suddenly had to operate around the clock. And, of course, compressed air systems also had to keep up. Some companies managed to do so with the existing equipment while others had to make additional investments to increase their output.
Although less dramatically, this is a scenario that plays out every single day: All of a sudden, a facility has to boost its production. There could be many reasons for this. Maybe the toy that is being manufactured there has become the “it” Christmas gift, a huge new order comes in or an important customer threatens to go to a competing business unless production times are cut in half.
A good problem to have – and a plug-and-play solution
Obviously, increasing demand is usually good for business – even on short notice. However, it often goes hand-in-hand with logistical challenges. One of them is generating enough compressed air to keep the production going – especially if there isn’t enough space in an existing compressor room to add new equipment. And the quality of the compressed air also matters. It has to be comparable to that produced by the existing system.
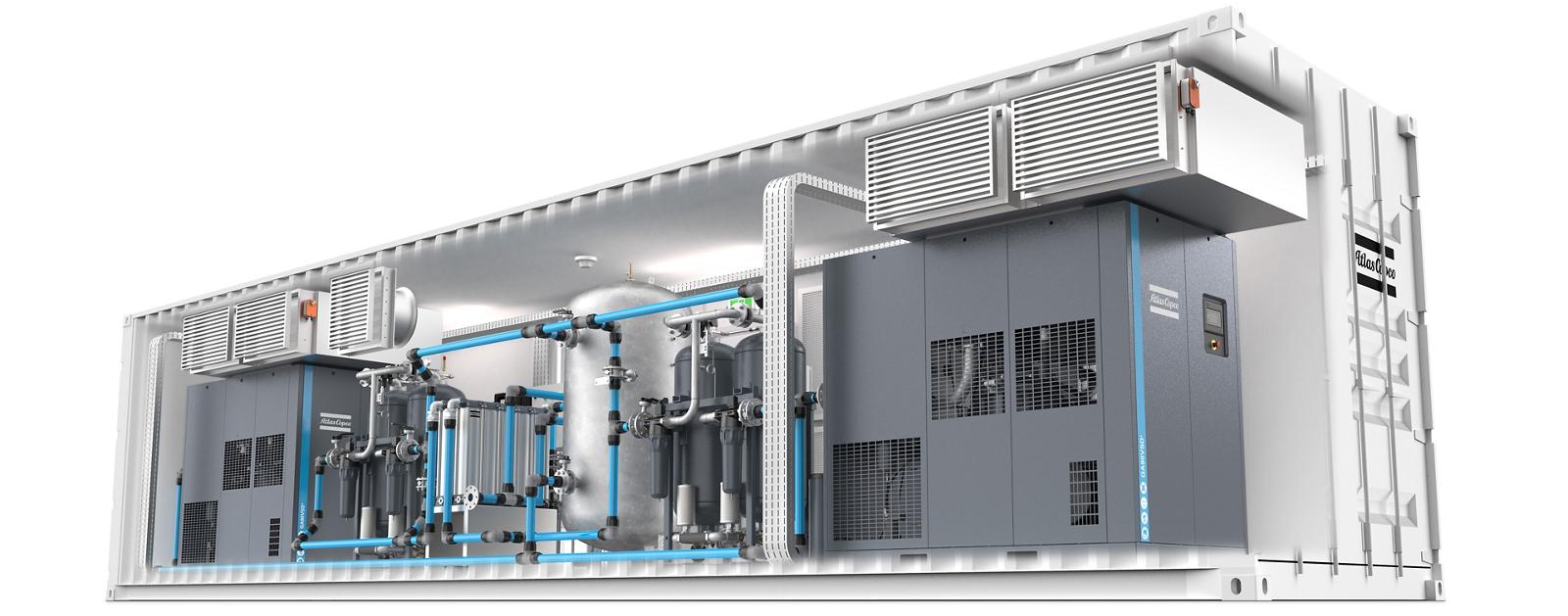
Fortunately, Atlas Copco has found a perfect solution for companies having to meet a spike in demand: The AIRCUBE – a modular, plug-and-play containerized compressor system that allows companies to meet their needs instantly.
Selecting your perfect containerized compressor room
Here is how it works: If you face a sudden increase in demand that your current compressed air system cannot meet, Atlas Copco will help you assemble a plug-and-play containerized compressor room with proven equipment.
You can choose from a wide range of options and, based on your needs, we will assist you in equipping your compressor room with products from our vast portfolio. Then we assemble it in a 20-foot or a 40-foot ISO sea container for you. This modular approach provides you with great flexibility and ensures that you get the containerized compressor room that adds the greatest value to your operation.
You can stock your AIRCUBE containerized compressor room with one or two of our industry-leading compressors and have the option of picking either a fixed-speed (with sizes ranging from our GA 11+ to GA 90 models) or an energy-efficient variable speed drive compressor (with sizes ranging from our GA 7 VSD+ to GA 110 VSD+).
Next, you can select from a wide range of dryers, air receivers, filters, and SMART add-ons. These include flow meters to capture demand and online energy monitoring using power meters for each compressor. In addition, thanks to the Elektronikon® Touch controller with SMARTLINK capability and EQ central controllers, you can optimize the performance of your AIRCUBE and maximize its efficiency.
Only proven Atlas Copco quality
One major benefit of the modular AIRCUBE is that we can assemble a containerized compressor room for you that perfectly fits your needs. And because we know that time is of the essence, we only use existing compressed air equipment that has been thoroughly tested and is CE-certified. As a result, your AIRCUBE will not only be filled with the top-quality Atlas Copco products that you know and trust, it will also be available in no time at all.
While the base containers are built to withstand any weather conditions and include many useful features as standard, such as lighting and ventilation, you can choose additional options to further optimize your containerized compressor room.
For example, your AIRCUBE can be outfitted with special insulation and automatic ventilation system so that it can reliably operate in extreme temperatures of up to +40°C / -40°C. A wide range of features, such as a fire alert, Stainless Steel AIRnet piping, special painting, special filtration (UD/QDT), EQ controls and cyclone pre filtration system are also optionally available.
A clear choice
So if you ever find yourself in a situation in which your compressed air demand suddenly increases and your existing capacities cannot keep up, reach out to Atlas Copco and we will work with you on the perfect AIRCUBE solution that allows your production to keep going.


